新闻中心/ News
| 液压板料折弯机的调节定位 操作结束后该做的 |
| 来源: 点击数:2118次 更新时间:2018-12-20 10:37:54 |
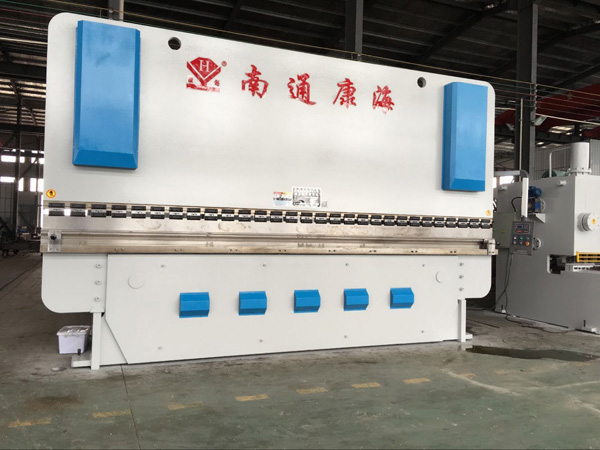
相信钣金行业的伙伴们对液压板料折弯机一点都不陌生,它是由支架、工作台、夹紧板所构成的。采用的是电磁力夹持,使得压板可以做成多种工件要求,而且可对有侧壁的工件进行加工。这其中调节定位、折弯操作结束后都该如何做呢?下面就一起来看看吧。
a.测量出下模凹槽中心至下模外边缘距离L;
③清理现场。
|
| 【刷新页面】【加入收藏】【打印此文】 【关闭窗口】 |
| 上一篇:折弯机模具具体标准是什么? 下一篇:机床售后服务在公司中处于关键位置 |


热门产品 / Hot Products

- 135T4000 E300全数控折弯机

- WC67Y125T4000液压补偿折弯机

- WC67Y-160t4000液压板料折弯机
联系方式
 全国咨询热线
全国咨询热线
13962924488
电话:0513-88289578
传真:0513-88219998
邮箱:ntkanghai@163.com
地址:江苏省海安市李堡工业园区

